打磨抛光在汽车制造中的困境与变革
打磨抛光是汽车制造中的一道“美容”工序,主要分为两个步骤:打磨:主要使用颗粒较粗的磨料(如砂纸、研磨剂),通过机械方式去除漆面缺陷。这是一个“做减法”的过程,旨在平整表面;抛光:主要使用颗粒极细的抛光剂和更柔软的海绵盘,通过物理摩擦和化学反应消除打磨痕迹,并提升光泽度。这是一个“做加法”和“精修”的过程,旨在创造镜面效果。这道工序对于汽车来说有着不可或缺重要性:
- 决定汽车外观质量与品牌感知:汽车的外观品质极大取决于表面处理工艺。在喷涂前,车身必须经过多轮打磨,以去除焊接痕迹、氧化层、颗粒、飞边等表面缺陷。若前期打磨不充分,即使后续喷涂再精细,也容易出现“橘皮”“波纹”“反光不均”等问题。打磨抛光的稳定性直接决定汽车品牌的“质感”
- 影响结构安全与装配精度:车身主要由数百个钣金件焊接而成。焊接后若表面残留毛刺、焊瘤,不仅影响后续喷涂附着力,还可能导致应力集中,影响抗撞性能。其次,车门、发动机盖、保险杠等装配件之间的间隙公差通常要求控制在 ±0.5 mm 以内。若打磨不均匀,将导致间隙偏差、噪音或密封不良。
简单来说抛光打磨是现代汽车工业在追求极致品质道路上必做的一环,但这一环节长期以来依赖人力,存在诸多挑战与困境:
- 高强度、高危环境,人工劳动难以为继:打磨抛光属于典型的“三高”工序——高粉尘、高噪音、高重复性,在焊缝打磨、漆前抛光环节中,金属粉尘和研磨粉尘大量悬浮,工人容易出现呼吸系统、皮肤及听力问题,所以工作环境艰苦,再加上劳动强度极高,需要长时间握持打磨工具、维持姿势等导致人员流失严重。
- 人工工艺稳定性差,品质一致性难以保障:打磨抛光的最终效果高度依赖于工人的经验和手感。人工控制压力波动通常在 ±10N 甚至更大,容易造成抛光不均或局部过磨,其次,在复杂曲面(如保险杠、发动机盖边缘)上,工人难以维持精确轨迹。并且人工打磨结果难以通过数据记录和分析优化,导致产品质量依赖个人经验,稳定性不足。
- 柔性制造需求增长,传统自动化难以适配:在过去,部分整车厂采用大型固定式工业机器人或自动打磨线来替代人工,但也存些许问题,首先就是其系统复杂、改线困难,传统工业机器人自动线通常为固定工装,一旦车型或零件变更,需要重新编程和工装设计,周期长、成本高,面对尺寸、材料等差异较大的不同车型、不同部件的更换生产要求,传统机器人难以快速适应缺乏灵活性。其次就是对中小零部件企业而言,建设整套自动打磨线投入过高,ROI周期过长。
在此背景下,融合了高精度力控、智能视觉感知与柔性协作特性的打磨抛光协作机器人,正成为破解行业痛点,迈向智能化、绿色化制造的关键力量。据高工机器人产业研究所(GGII)数据显示,中国抛光打磨机器人市场正处于高速增长期。

协作机器人在打磨抛光方面的应用
“打磨抛光协作机器人”是一种专门用于表面处理工艺(如去毛刺、去焊瘤、修边、拉丝、镜面抛光等)的协作型机器人系统。它将协作机器人的灵活、安全、易用特性,与打磨抛光工艺所需的力控技术、路径控制算法和末端打磨工具结合在一起,能够在与人安全协作的环境中,完成复杂表面的自动化打磨与抛光作业。这类系统的核心在于 “力控 + 轨迹控制 + 传感反馈 + 工艺算法” 的协同。从整体来看,抛光协作机器人的工作原理可以分为五个阶段:
- 工件识别与定位:机器人通过视觉系统(2D/3D摄像头)或示教方式识别工件位置与表面形状。系统根据 CAD 模型或扫描数据生成打磨路径。对于形状复杂的汽车零部件或铝合金外壳,视觉系统还可检测表面高低差、边缘特征,以优化打磨轨迹。
- 轨迹规划与运动控制:控制系统根据工件表面曲率与打磨要求生成运动轨迹。协作机器人控制系统确保末端工具沿设定路径稳定移动。控制算法实时补偿角度误差、路径偏差与速度波动。
- 恒力打磨控制:打磨抛光工艺的关键是“压力恒定”。压力过大的话易造成表面划伤或材料过磨;压力过小的话打磨不彻底,表面粗糙度不达标。因此,机器人系统会实时检测末端的受力,并通过控制算法自动调整手臂姿态或位 移,使打磨力保持恒定。
- 表面加工与实时补偿:当机器人执行打磨动作时,系统持续监测接触状态。若检测到表面不平或路径偏差,机器人自动微调姿态,保持工具与工件表面的最佳接触角度。同时监测砂轮磨损状态或加工温度,并根据算法调整速度与力。
- 数据记录与智能优化:系统在作业过程中会采集打磨路径、力控数据、速度、温度等信息。这些数据可上传至 MES / QMS 系统,用于质量追溯与工艺优化。基于 AI 学习算法的系统还可分析磨损模式,自动优化打磨策略(如换刀时机、路径调整等)。
整个过程相当于让机器人具备了“眼睛(视觉识别)+手(打磨工具)+触觉(力控传感)+大脑(算法决策)”,从而实现稳定、高一致性的表面处理效果。

越疆CRAF系列协作机器人
在众多协作机器人中,越疆协作机器人CRAF系列凭借着出色的性能脱颖而出,该系列通过在法兰端集成高精度 6 轴力传感器并配套自研 Dobot Force 力控引擎,实现了在复杂曲面打磨抛光场景中可量化的恒力控制(±3 N 精度)与高重复定位(参考 CR 系列可达 ±0.02 mm),从而在汽车车身焊缝打磨、漆前打磨、零部件抛光等工位带来一致性、可追溯性与快速部署的明确收益。具体来说越疆CRAF系列在汽车打磨抛光方面有着如下优势:
- 力控精度(恒力能力):CRAF 系列通过集成高精度六维力传感器与自研力控算法,可实现 ±3 N 恒力精度(用于补偿工件公差、跟随曲面)。
- 重复定位 / 路径精度:基于 CR 系列平台的运动控制能力,常见型号重复定位精度可达 ±0.02 mm(CR5 等型号为代表),保证走位稳定、磨痕可控。
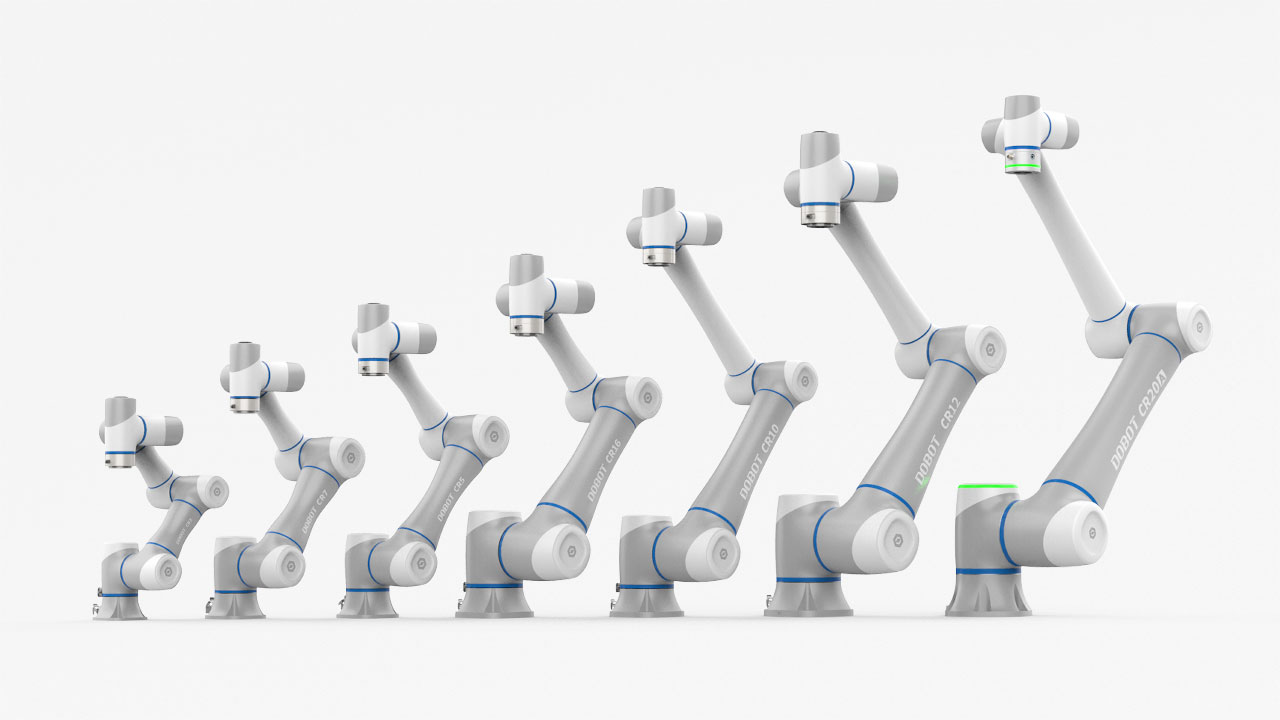
- 负载/型号覆盖:CRAF 系列覆盖多种额定负载,从5 kg到20 kg等多种型号,适配不同末端打磨工具与作业工位。
- 安全灵敏度 / 人机协作能力:CRAF 系列具备高灵敏度碰撞/力觉响应(1 N级碰撞检测能力与本体抗冲击设计),便于在与人工并线或近距离协作场景中保证安全。
- 集成形式:法兰端“一体化力传感”设计(即传感器内嵌于法兰),实现插拔式末端工具安装,便于打磨盘、抛光头、力控模块等的快换与维护。

越疆 CRAF 系列并非单纯为了“把机器人装到打磨位上”,而是通过内嵌力传感 + 自研力控引擎 + 高精度运动平台,把“打磨抛光”从“经验工艺”变为“可测、可控、可追溯”的智能工序。对于汽车制造这一对表面质量与一致性要求极高的行业,CRAF 能在保证安全的前提下显著提升质量稳定性、缩短改线周期并降低人工和返工成本,是推动打磨抛光工序实现数字化、柔性化转型的重要工具。










 汽车制造
汽车制造
 3C电子
3C电子
 金属加工
金属加工
 新零售
新零售
 食品饮料
食品饮料
 化工
化工
 医疗手术
医疗手术
 半导体
半导体
 科研
科研
 教育
教育
 自动化焊接
自动化焊接
 码垛
码垛
 上下料
上下料
 无序分拣
无序分拣
.svg) 点涂胶
点涂胶
 视觉检测
视觉检测
 装配
装配
 搬运
搬运
 PCB 插件
PCB 插件
 打磨抛光
打磨抛光
 螺丝锁付
螺丝锁付


